|
|
焊接器材 气体钨电弧焊接器材是由许多制造商生产的。 为此,记得是非常重要的在本章讨论的设备的只是可以被找到在海军中一个许多类型。 然而,相似的组成部分的功能的不同做设备是相同的,虽然他们可能不看来如此是。 火炬。 - 手动地被管理的火炬被修建执行焊接电流和惰性气体到焊接区。 这些火炬是航空或水冷的。 气凉火炬为焊接使用低电流值的轻的测量仪材料设计。 建议使用水冷的火炬 (图 15-44),当焊接要求安培量 200 amps. 时。 水流量流通的流在保留它的火炬附近的从过度加热。 钨电极,供应焊接电流,在这个火炬严格被暂挂通过宝石座该螺丝到这个火炬的机体。 各种各样的宝石座范围是可用的,因此可以使用不同的直径电极。 气体提供到焊接区通过喷管,包括一个陶瓷杯子。 气体杯子穿线到焊枪管提供保护的气体的定向和分布式控制。 杯子是可互换的适应各种各样的气体流速。 气体杯子大小不同。 您应该使用的范围取决于火炬的种类和范围和电极的直径。 按在这个火炬的一个控制开关开始当前和气体流。 在一些设备上,当前流和气体由脚控制加强。 脚控制的好处是可变的当前流可以使用作为焊接的末端被到达。 通过逐渐减少当前,保持在最后焊接水坑和缩短保护的气体的较少危险的洞是不太可能的。 电极。 - 纯钨或者钨熔合与钍或锆,是气体钨电弧焊接的最佳的电极。 钍的添加增加当前能力和电子发射,保留技巧致冷机在当前的一个特定级别,使移动减到最小是在电极端头,开始许可证更加容易的弧附近,并且不是如偶然联络容易地沾染电极与工作部分。 为焊接运算选择的电极的直径由将使用的焊接电流管理。 更大的直径钨电极需要与被撤消的极性比与平直的极性。 要导致好焊接,必须正确地塑造钨电极。 通例是使用有 dc 焊接的一个针对性的电极和与 ac 焊接的一个球状末端。 也是重要的电极是平直的,否则气体流从弧将是歪。 保护气体。 - 保护气体钨电弧焊接的气体可以是氩、氦气或者氩和氦气混合物。 氩是用于气体钨电弧进程的最普遍的保护的气体。
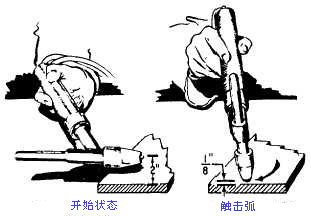
图 15-45。- 开始弧。 与氩比较,氦气很少使用由于其更高的费用。 另外,因为氩大量比宣扬,它提供在焊接的一条更好的毯子。 氩和氦气混合物有时用于要求高温输入的焊接金属。 | |