|
|
焊接工艺 在您开始焊接进程前,请务必观察下列初步的步骤: 1. 检查所有电路连接数确定他们是严密的。 2. 检查适当的直径电极和杯子范围。 3. 调整电极,以便它扩大在气体杯子的边缘的之外适当的距离被焊接的特殊联接的。 4. 检查电极肯定在宝石座稳固地被暂挂。 如果电极移动喷管,请拉紧宝石座持有人或气体杯子。 因为这将剥离线程数,小心不过分拧紧气体杯子。 5. 设置正确的焊接安培量的设备。 6. 如果将使用一个水冷的火炬,请开这杯水。 7. 开惰性气体并且设置它对正确的流。 开始弧。 如果您使用一个 ac 设备,电极不应该涉及满足的女低音起始时间弧。 要触击弧,第一打开焊接电流并且拿着在横拍的火炬大约在这个工作上的 2 英寸。 渔这个火炬的末端往工作部分,因此电极的末端是上面 1/8 英寸
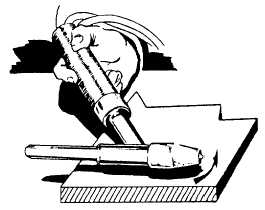
图 15-46。- 中断弧。 牌照。 图 15-45 显示开始的弧方法。 高频率当前将上涨这个空白在电极和牌照之间,设立弧。 请务必向下运动迅速地做提供最大金额毒气防护给焊接区。 如果使用 dc 设备,请拿着在同一个位置的火炬; 但是在这种情况下,电极可能涉及牌照开始弧。 当弧被触击时,请提取电极,因此它是大约在工作部分上的 1/8 英寸。 终止弧。 如图 15-46 所显示,要终止在 ac 或 dc 设备的弧,请摇摆电极回到横拍。 迅速地做此移动避免毁损或损坏焊接表面。 有些设备装备以脚脚蹬允许当前逐渐减少。 这样控制,完全地装载这个火山口和防止火山口镇压是更加容易的。 小心 如果您使用一个水冷的杯子,不要允许杯子与这个工作联系,当当前打开时。 热气体可能造成弧上涨电极到杯子而不是牌照,从而损坏杯子。 请务必水流量根据制造的推荐标准被设置。 |
|