|
|
气体钨电弧焊接 气体钨电弧 (GTA)焊接是通过加热他们导致金属结合与在一个无法消费的钨电极和碱金属之间的电弧的电弧焊接进程。 焊接荚、弧、电极和工作部分的激昂的部分保护免受大气污秽受气体盾的; 否则,大气氧气和氮气与溶解的焊接金属和结果将结合在弱,多孔焊接。 保护的气体通常是惰性气体,例如氦气、氩或者气体混合物。 因为其他加工困难的金属太迅速地将腐蚀在介入的弧高温用于 GTA 焊接的电极一般是钨或钨合金。 GTA 焊接比弧焊接的其他类型严格,柔软和抗腐蚀。 焊接区有 100 百分比保护免受大气; 因此,没有需要涨潮。 因为没有需要涨潮,它消灭涨潮或夹渣在焊接,并且没有火花、发烟或者飞溅声。 GTA 焊接,焊接热,相当数量渗透,并且小珠形状可以非常准确地被控制,并且小珠表面是平稳和统一的。 焊接器 所有标准 dc 或 ac 焊接器可以用于供应气体钨电弧焊接的当前。 然而,是重要的生成器或变压器有好当前控制在这个低范围。 这是必要维护稳定的弧,特别是当焊接稀薄的测量仪材料时。 有所有的特殊地被设计的设备必要的控制为气体钨电弧焊接是可用的。 许多电源部件做导致 ac 和 dc 当前。 ac 或 dc 设备的选择取决于可能需要什么焊接特性。 那些金属是
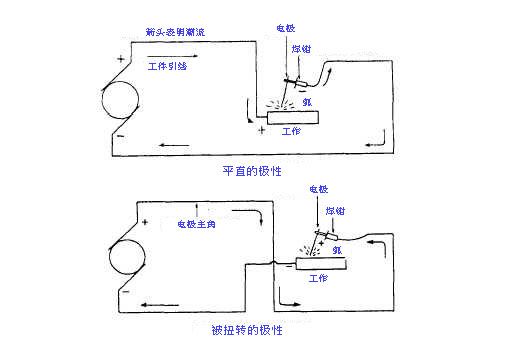
图 15-43。- 在电焊的平直和反向极性。 更加容易地加入与 ac 当前,而其他取得更好的结果,当使用时 dc 当前。 焊接电流 直流电焊接电路可能是 dc 平直的极性 (DCSP) 或 dc 反向极性 (DCRP)。 当设备为平直的极性时被设置,电子流是从电极到牌照,在牌照创建严重的热。 在反向极性,电子流是从牌照到电极,因而导致热的更加巨大的浓度在电极。 参见图 15-43。 在电极的酷热倾向于熔化结尾,电极,并且可能沾染焊接。 因此,为所有特定当前, dc 反向极性比 dc 平直的极性要求一个更大的直径电极。 例如, 1/16 英寸直径钨电极可能通常处理大约在一条平直的极性电路的 125 安培。 然而,如果反向极性使用与此相当数量当前,电极的技巧将熔化。 结果,将要求 1/4 英寸直径电极处理 125 安培焊接电流。 极性也影响焊接的形状。 平直的极性生产狭窄,深刻的焊接,而与其更大的直径电极的反向极性和更加低电流的表单宽和浅焊接。 所以,因为更好的焊接达到, dc 平直的极性为焊接多数金属使用。 当热集中在牌照,焊接进程是更加迅速的,并且有碱金属的较少畸变。 交变电流,高频率 (ACHF)焊接是 dc 平直的极性和 dc 反向极性的组合。 完全 ac 循环一半的是 DCSP,并且另外一半是 DCRP。 不幸地,氧化物、缩放比例和湿气在工作部分经常倾向于防止当前满流在反向极性方向。 如果没有当前任何在反向极性方向流了在焊接运算时,当前流部分或完全停工将造成弧是不稳定的和有时出去。 要防止此, ac 焊接器合并一个高频率当前流部件。 高频率当前能上涨这个空白在,刺穿氧化膜和形成焊接电流的电极和工作部分之间一个路径能流。
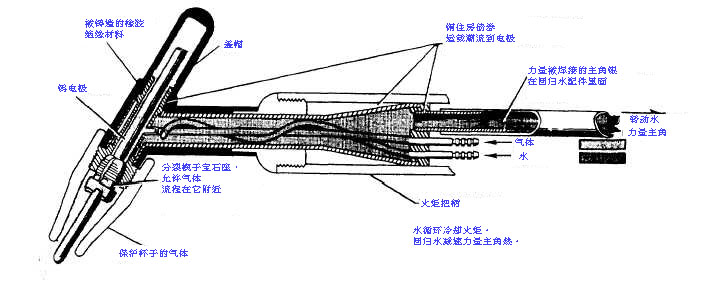
图 15-44。- 典型的水冷的 GTA 气焊枪。 |
|