|
|
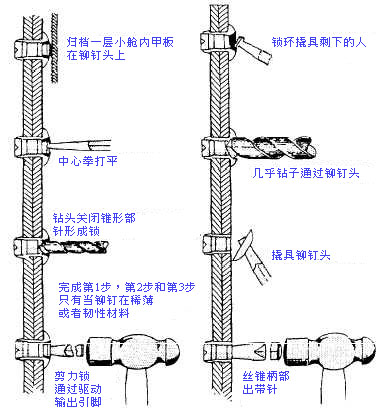
检验 针的就座的视力检查在制作的题头的是检验可靠的手段。 如果使用了适当的夹子长度,并且针的锁环和残破的末端近似注满以制作的题头,铆钉被弄翻了,并且锁定适当地被形成了。 不足的夹子长度是由中断在制作的题头的表面的下针表示的。 额外的夹子长度是由终止远高于制作的题头的针表示的。 无论如何,锁环也许不适当地供以座位,并且令人不满的锁定将被形成。 删除 如果您使用下列程序,此铆钉删除可以完成容易地和,不用对这个工作的故障。 参见图 13-55。 1. 通过逐出有一个逐渐变细的钢偏差针的针剪锁定不在 3/32 英寸直径在小的末端。 如果您在稀薄的材料工作,
图 13-55.去除 支持材料,当逐出针时。 如果难达到禁止此,部分地请去除铆钉题头通过归档或与铆钉剃具。 替代是归档针舱内甲板,中心打孔机这层舱内甲板和仔细钻出形成锁定的针的逐渐变细的零件。 2. 撬起锁环的余数与偏差针。 3. 使用适当的范围查询通过铆钉题头几乎完全地操练。 对于 1/8 英寸直径铆钉,请使用第 31 查询; 对于 5/32,请使用第 24; 并且为 3/16,请使用第 15。 4. 终止有偏差针的操练的题头。 5. 逐出铆钉的余数有比铆钉直径有一条直径等于或轻微较少的针的。 |
|