|
|
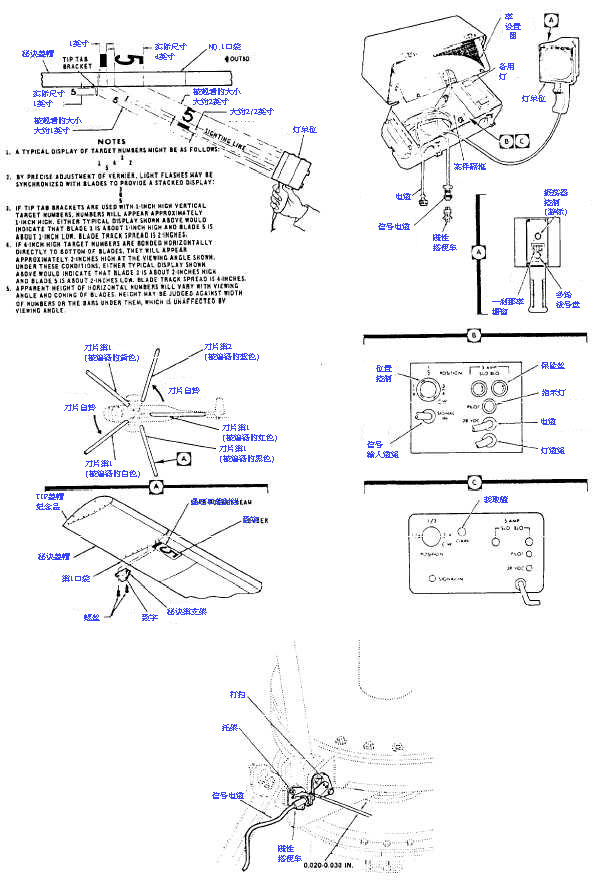
动叶片跟踪 当 rerigging 直升机时,您必须执行刀片跟踪。 当刀片、主要传动箱或者主转翼磁头组件被替换了时,跟踪是必要的。 除非刀片在适当的跟踪形成弧光,振动在有主转翼的每次革命的直升机将发生。 在高 rpm 设置,这些振动能造成严重的结构损坏。
跟踪刀片是必要肯定刀片在同一个平面 (跟踪) 转动。 这由转台式翼题头的 pretrack 索具完成和使用 pretracked 刀片。 Pretrack 索具介入调整间距控制杆,直到一个确切的袖子角度 (在 1 分钟内) 在所有袖子轴心被找到。 标签的测微表类型被添加可调整的间距控制杆作为在检修活动的永久性参考。 pretrack 编号是钢印在每把刀片在制造或检修时。 此编号根据刀片的有效角度。 install 通过设置可调整的俯仰操纵标尺 prctracked 在直升机的刀片对 pretrack 编号钢印在刀片。 如果 pretrack 编号减,并且俯仰操纵标尺标签显示这个设置是零,请松开螺帽。 通过转动这种特性缩短标尺顺时针方向。 转动的 Keep,直到它与在这个更低的标签的更低的等级的适当的刀片 pretrack 编号对齐 (最接近的槽口)。 通过拉紧螺帽从事这种特性。 如果刀片的 pretrack 编号加上,并且俯仰操纵标尺标签显示这个设置是零,请松开螺帽。 通过逆时针转动这种特性加长标尺。 转动特性的 Keep,直到它与在这个更低的标签的上面的等级的适当的刀片 pretrack 编号对齐 (最接近的槽口)。 在调整间距控制杆的余数以后,请拉紧螺帽对在 MIMs 指定的扭矩。 安全性电汇对特性的螺帽。 您应该进行地面操作检查。 使用转台式翼题头从事了,运行引擎在 100%。 检查在转台式翼题头的振动。 如果振动发生,并且适当地调整了可调整的间距控制杆,请使用替代方法刀片跟踪。 在这种情况下,请使用一台闪光灯刀片跟踪仪在实际操作条件下检查刀片。 您一定肯定所有刀片在同一个平面转动。 参见图 10-10。 每把刀片的间距调整可能做补尝刀片区别。 Strobex 刀片跟踪仪允许跟踪从在飞行中直升机里边或在地面上。 这个系统使用依顺序闪动与转台式翼刀片的循环的一个高度集中的频闪观测的光束,因此在叶梢的一个固定目标将看上去被终止。 一个软铁转移附有这个转动的旋转斜盘通过接近电磁式拾波器附有这个固定式旋转斜盘,导致曾经每革命脉冲,与刀片的循环同步闪亮指示闪光利率。 每把刀片有一个回射的目标编号附有刀片的下面在一个统一地点。 跟踪每把刀片然后取决于固定目标编号的相对垂直位置。 参见图 10-10。 咨询适当的操作步骤的可适用的航空器 MIMs Strobex 刀片跟踪仪的。 关于 Strobex 跟踪仪的维护信息,请参见 NAVAIR 17-15BBA-4。 注意: 除非问题起因于正常跟踪的程序,不要用 Strobex 方法刀片跟踪调整刀片。 | |