|
|
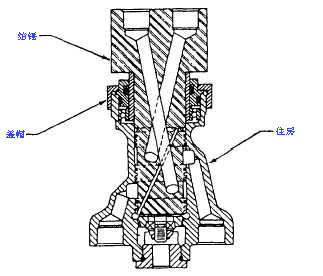
刀片折叠的系统元件 刀片折叠的系统的液压元件是常规类型、螺管磁铁操作的选择活门、单向阀、减压器和斥责者、顺序阀和主动油缸。 特殊利益是安全阀、刀片反馈装置驱动装置、电动子联结、控制锁定磁道和刀片折叠累加器。 安全阀。 安全阀是一个二段式,电动机带动的选择活门。 这个部件的目的将防止液压输入刀片折叠系统在飞行期间。 马达提供一个凸轮系统的活动移动在选择活门内的提动阀。 使用被终止的电动子,电子互锁允许安全阀发送流体到刀片折叠的系统。 当安全阀切换在这个打开位置时,安置此活动发生。 在这个关闭位置,压被阻拦在压力入口。 系统出气孔通过锁定阀门。 这个通风口由液压机液体的热扩散消灭故障的可能性对这个系统的。 如果刀片分布互锁继电器故障,安全阀不会关闭。 如果折叠,安全阀不会关闭刀片。 安全阀马达打开限位开关。 当安全阀到达这个充分地打开位置时,切换削减电能到马达。 刀片反馈装置驱动装置。 驱动装置在主要传动箱输入盖子的上面被找到。 它包括传动机构、顺序阀、翻土机插件、观测计和一个水力马达。 由于水力马达,传动机构转动。 传动机构通过管理电动子闸光盘启用转台式翼题头。 在传动机构从事电动子闸光盘的牙之后,水力光盘马达运行。 压被中断到刀片循环控制阀和马达由顺序阀。 当传动机构被管理脱离电动子闸光盘时,此活动发生。 电动子联结。 电动子联结被找到在转台式翼轴的底层。 它服务调用液压机液体到刀片可折叠的转台式翼题头。 图 10-14 显示这个联结的一张横截视图。 这个联结包括旋转与转台式翼轴的轴心。 一套固定式住房连接到刀片折叠的要素液压线。 液压机液体被发送通过电动子联结,然后通过锁定阀门。 压然后被发送到多头管,到制音器反馈装置往复阀和到制音器反馈装置顺序阀。 控制锁定磁道。 控制锁定磁道在没有 2 刀片垫铁集合转台式翼题头。 在折叠循环期间,控制锁定磁道锁定飞行控制。 在刀片确定之后,这发生。 在传播循环期间,它打开控制。 在磁道的住房的内一个微型开关在这个驾驶舱导致继续的锁梢副词有建议性光对光。 在水力故障活动,控制锁梢可能手动地被管理。 这由启用在磁道的尾部的一个扇形齿轮螺栓完成。 部门螺栓转动在开动的活塞轴的末端的齿轮牙。 刀片折叠累加器。 刀片折叠累加器被找到在没有 1 刀片的转台式翼袖子里面。 它有 1,500 psi 氮气压预压维护在转台式翼题头的液压。 压是必要保持制音器反馈装置被延伸,并且刀片被锁定在被折叠的位置。 由于温度变化,它服务补尝液压机液体的扩展和收缩。 在折叠和传播循环期间,它也挫伤水击。 自动刀片折叠的系统维护 刀片折叠系统的维护包括定期检查、润滑油、可操作的测试和排错。 在这个组织级别的允许的维护包括对准线、调整和要素的删除和安装。 零件
替换和治疗日期工具箱为缺陷部分中级水平的维修服务是可用的。 在所有要素前删除,请巩固刀片防止故障。 每当这个系统的任何部分被修理或替换,应该据 MIM 要求测试这个系统的电子部分。 请可操作检查这个系统的整个水力部分保证运算适当序列。 使用得在下列段讨论的水力测试过程为例。 总是请咨询您 MIM 正确的程序的。 索价气罐与 1,500 psi 氮气,与在传播位置的刀片。 连接外部水力的来源到这个实用程序,主要和辅助液压机构。 设置压对 3,000 psi 在大约每分钟的 3 加仑这个公共系统的。 设置压对主要和辅助伺服液压机构的 1,500 psi。 确定副机传动切换存取博士。 副机传动光将点燃。 在测试的开始,请切记 PRI 伺服奋进、辅助伺服新闻、副机传动、电动子闸和支票刀片折叠光将点燃。 副机传动、飞行 POS、刀片传播、 EXT PWR, PRI 伺服新闻和辅助伺服新闻光应该视觉上是看见 lit. 的支票锁梢被脱离。 请手动地转动转台式题头,直到没有 1 刀片的前沿在这个在船尾的位置。 从事电动子闸。 电动子刹车压力测量仪应该读至少 320 psi。 检查电动子刹车灯进展。 安置集体的间距棍子在充分的低位置和循环间距棍子在中性。 请视觉上检查控制锁定磁道确信,针与其漏洞对齐。 当控制确定时,请绊倒在刀片折叠控制阀的折叠人工改写并且拿着它在此位置。 活动不应该发生。 发行改写。 确定安全阀切换打开。 检查安全阀开放光进展。 再绊倒人工改写。 制音器将确定,控制锁梢将从事,并且刀片锁梢将脱离。 刀片将折叠,并且 PRI 伺服新闻光将停掉。 警告 保证刀片的路径在绊倒人工改写前是确切。 失败能导致人身受伤或损坏对航空器。 循环控制棒可能必须在中性附近轻微被移动从事控制锁梢。 检查在刀片折叠面板的光。 应该点燃继续的锁梢副词、刀片被折叠的,支票刀片折叠、开放在光的安全阀和存取 DR。 刀片传播光应该关闭。 绊倒人工改写按钮分布。 刀片将分布,并且这个锁梢将从事。 控制锁梢将脱离。 刀片分布,并且支票刀片折叠光将进展。 确定安全阀切换对闭合。 检查发现安全阀开放和支票刀片折叠光在 1 1/2 几秒钟内去,并且飞行 POS 光进展。 发行电动子闸确信,在光的电动子闸结束。 请在直升机中心线右边手动地改变位置没有 1 刀片。 确定安全阀切换对打开和总开关。 切记开放在光的安全阀和折叠 PWR 进展。 检查发现在光的辅助部件 DR 打开。 电动子闸应该自动地脱离。 液压应该从电动子闸光盘脱离刀片反馈装置驱动装置。 刀片确定的最终移动可能导致位置狩猎行动或喋喋不休。 如果此聊天持续在超过 3 秒,请调查这个原因。 确定刀片折叠切换对折叠。 没有 1 刀片航行灯将进展。 手动地应用电动子闸。 制音器反馈装置将确定,控制锁梢将从事,并且继续的锁梢副词光将照亮。 刀片锁梢将缩回,并且刀片传播光将停掉。 刀片折叠了,并且支票刀片折叠光将进展。 注意: 自动折叠循环时间是 approximatey 转台式翼确定的 30 秒。 制音器确定的正常时间是 5 秒,并且刀片可折叠的正常时间是 27 到 41 秒。 切记在没有 1 刀片袖子轴心的累加器测量仪维护 3,000 psi。 制音器反馈装置在充分被扩大的或 autorotative 位置应该保持。 刀片应该保持折叠。 确定刀片折叠切换对传播,并且检查撤消运算。 当刀片传播光进展时,请确定安全阀切换对闭合 (开放在光的安全阀和折叠 PWR 应该然后出去)。 确定重要资料和刀片折叠切换对。 支票刀片折叠光将停掉,并且飞行 POS 光将进展。 肉眼检查控制锁梢脱离。 在直升机中心线左边移动没有 1 刀片。 重复自动折叠的顺序。 在水力测试之后,请检查所有组分外部损失。 | |