|
|
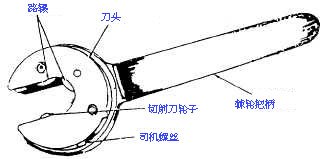
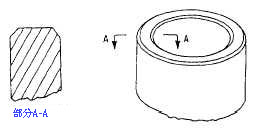
制造 生产管集合包括管剪切,清理毛刺,弯曲和管联合准备。 在本章找到的程序是为仅教育目的。 当制造管集合时,请参见指南, NA01-1A-20。 管剪切 当您裁减管材时,这个目的将导致一个方形末端从毛刺解脱。 应该用一个标准截管器或者 Permaswage 无屑切割工裁减管材。 标准截管器 安置管在有剪切轮子的切割工在剪切将做的点。 通过拉紧调整的瘤施加在管的轻的压。 许多压适用于剪切轮子可能一次扭屈管材或导致额外的毛刺。 转动切割工往其开放端 (图 6-5)。 切割工被转动,请在每个完全轮以后调整这个拉紧的瘤维护在剪切轮子的轻的压。 Permaswage 无屑切割工 根据管材范围选择 无屑切割工。 转动刀头接受在剪切位置的管材。 检查保证切割工棘轮自由地运行,并且切割工轮子是确切刀头空缺数目 (图 6-6)。 集中在二路辗和切刃的管材。 请使用这个十六进制键带有这个工具箱上缴推进螺丝,直到切割工轮子涉及管。 加强推进螺丝八分之一到四分之一轮。 不要过分拧紧推进螺丝。 过分拧紧可能损坏软的管材或导致切割工的过度磨损或破损把困难管材引入。 请通过可用的结算反复摇摆棘轮把柄,直到有循环显而易见的方便。 避免在切割工把柄的侧力。 侧力将造成切割工轮子中断。 拧紧推进螺丝一个另外的八分之一到四分之一轮,并且反复摇摆棘轮把柄,重新拉紧推进螺丝,需要直到剪切完成。
图 6-7.正确被清理毛刺的管材。 如果不截管器 (标准或 Permaswage) 是可用的,应该用于一把齿细密引形钢锯裁减管材。 裁减的管材一个方便方法有引形钢锯的将安置管在一个飘动的块和钳位块在 VISE。 在裁减有引形钢锯的管以后,请去除所有通过归档管看到了标记。 |
|