|
|
程序。 当故障在一条柔软管发生装备陷型的终端部件时,这个部件一般被替换,无需尝试维修服务。 水管的正确的长度,完全与设立制造厂的终端部件,从用品得出。 当故障在管道装置发生装备可再用的样式终端部件时,替换部件的制造是半成品和维修站组织级别的功能。 在可能被去除和被重新使用的水管的老长度的未损坏的终端部件;
否则,必须从用品得出新的配件与水管一起的一个满足的长度。 下列集合程序是为仅教育目的。 当制造管道装置,请参见时第一步将确定从表
5-2 和图
5-10 的必要的水管长度。 如果水管外面盖子是电汇辫子,请包裹圆周有或塑料电子磁带的在截止防止辫子拉平的屏蔽的水管。 冲洗与橡胶否则织品外面盖子不要求包裹 表
5-2.Hose 截止系数
(在英寸) 图 5-11.水喉 使用磁带。
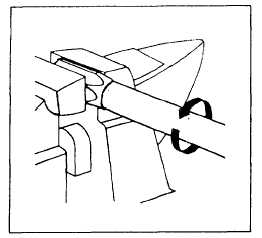
使用截止设备 (图
5-7),评定水管对必需的长度和截止这个正方形。 吹水管干净与被过滤的车间气源在裁减以后。 去除磁带和钳位插口在
VISE (图
5-11)。 不要过分拧紧在薄壁轻量级配件的
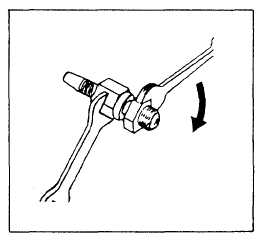
VISE。 使用扭转,逆时针请拧紧水管到插口,推进行动,直到水管在插口肩膀基于。 水管停止不干
1/4 轮。 装配乳头和螺母有相同大小的一台标准适配器的并且穿线
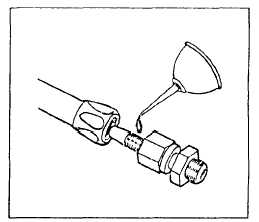
(图 5-12)。 用液压机液体、
MIL-H-5606、
MIL-H-83282 或者
MIL-H-6083 (图
5-13) 润滑水管和乳头的外表面的于打扰。 夹紧有水管的插口到
VISE。 插入乳头集合到水管和插口通过使用在十六进制的一把板钳 插入工具。 顺时针请旋转乳头集合,直到螺母对插口空白在 0.005 和 0.031 英寸之间。 这个空白允许螺母自由地启用关于其轴 (图 5-14)。 从集合去除插入工具。 重复管道装置的程序有在两个末端的平直的配件的。 | |