|
|
对接。 -
对接通过一起安置物质边缘二个部分接近那么那里是没有重叠,然后焊接他们做。 无格式,用于对接焊金属板的方形对接在表
15-36 稀薄显示。 更加厚实的金属的对接,与接边加工的几种类型,在表
15-37 显示。 这些边缘可以通过火焰切割,挖沟剪的火焰,用机器制造或者研准备。 通过使用单一V 或单一的 U 联接, 3/8 到 1/2 英寸牌照厚度可以被焊接,如图 A 和 C 所显示图 15-37。 应该准备大型材边缘如图 B 和 D 所显示图 15-37。 这条单一的 U 凹线比单一的 V 凹线是更加令人满意的并且要求较少填充金属,当焊接大型材和时,当焊接在深刻的部分时。 二重V 凹线联接要求大约二分之一填充金属用于的相当数量生产同一个牌照厚度的单一的 V 凹线联接。 一般来说,从两边准备的对接比从仅一个端准备的联接允许更加容易的焊接,导致较少畸变,并且保证在大型材的更好的焊接质量。
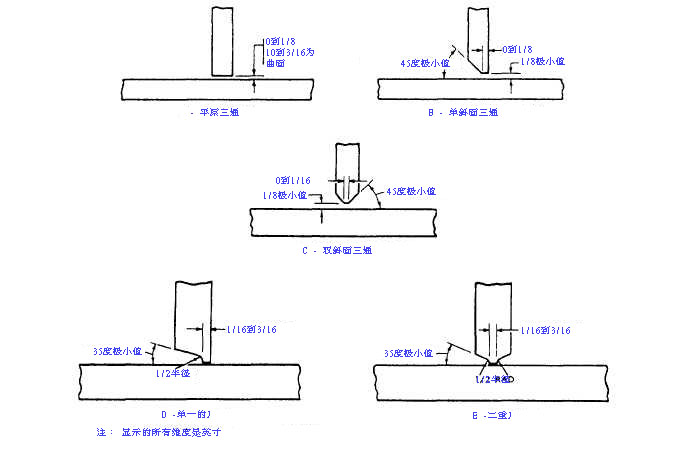
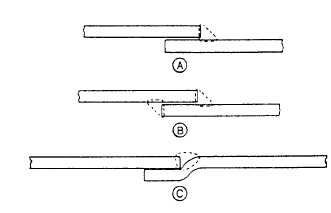
图 15-38。- 发球区域联接唯一通过填角焊。 发球区域联接。 - 发球区域联接用于焊接表面彼此设置大约 90 联接的二个牌照或部分。 从两边焊接的无格式发球区域联接在表 15-38 显示。 斜面包括的角度在发球区域联接的准备的是近似一半对于对接是必需的那。 用于发球区域联接的其他接边加工在表 15-39 显示。 无格式发球区域联接,不要求准备除清洗垂直的牌照的末端之外和水平的牌照的表面显示视线内 A 图 15-39。 单一二面对切的联接 (图 B 图 15-39) 用于牌照和部分 1/2 浓厚移动。 二重斜面联接 (图 C 图 15-39) 在可以从两边被焊接的厚钢板使用。 单一的 J 联接 (图 D 图 15-39) 为焊接是 1 英寸厚实或更加大量的其中焊接的牌照使用从一个端执行。 二重J 联接 (图 E 图 15-39) 为焊接非常从两边的厚钢板使用。 您必须保重保证渗透到焊接的根里。 此渗透由在垂直构件的末端和水平面之间的根部间隙促进。 搭接。 - 互搭接头用于连接二名重叠的成员。 唯一搭接,其中必须从一个端执行焊接,显示视线内 A 图 15-40。 双在两边搭接被焊接并且开发最大的力气被焊接的成员 (图 B 图 15-40)。 抵销搭接 (图 C 图 15-40) 使用必须连接二个重叠的牌照和的地方
图 15-39。- 发球区域联接的接边加工。
图 15-40。- 互搭接头。
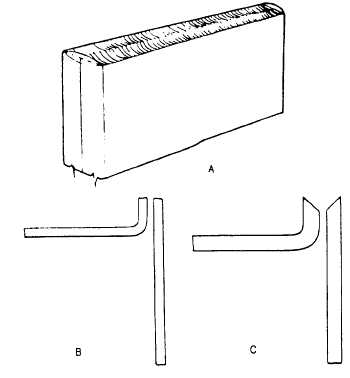
图 15-41。- 轻的页和牌照的端接接头。 焊接在同一架飞机。 他的联接的类型比唯一膝部类型严格,但是更难准备。 | |