|
|
反手焊。 -
在此方法火炬技巧朝焊接的方向先于标尺,并且火焰指向溶解的水坑和完整焊接。 标尺的末端被安置在火炬技巧和溶解的水坑之间。 焊接技巧应该做角度大约
45 到
60 与牌照或联接被焊接
(图 15-33)。 较少行动在反拍方法需要比在正手击球方法。 如果您使用一平直
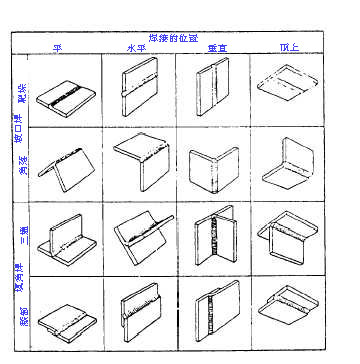
图 15-34。- 四个基本的焊接部位。 焊条,应该转动它,以便这个末端从一边到另一边将滚并且均匀地熔化。 您可以也弯曲标尺,当焊接时,反复移动这个标尺和火炬以快速。 如果您做大焊接,您应该移动标尺以便做在溶解的水坑的完全圈子。 当它朝焊接的方向时,迟缓地和统一提前这个火炬在焊接间反复被移动。 Youll 发现这个反拍方法最佳为焊接材料超过 1/8 英寸厚实。 您比可能的在正手焊能使用更加缩小的 “V”在联接。 一个包括的角度 60 是获得好联接的斜面一个满足的角度。 它不采取同样多焊条或搅浊这个反拍方法的,象它为正手击球方法执行。 通过使用在更加大量的材料的反拍技术,获得增加的焊接的速度、更大的水坑的更好的控制和更加完全的融合在焊接的根是可能的。 进一步,通过使用与这个反拍技术的还原焰,少量碱金属被熔化,当焊接联接时。 因为在此方法生成的增加的热可能导致过度加热和烧,反手焊在金属板很少使用。 当焊接与一个反拍技术和还原焰时的钢,碳的吸收由金属一个稀薄的表层减少钢的熔点。 这加速焊接运算。 焊接部位。 - 四个基本的焊接部位在表 15-34 显示。 并且显示四
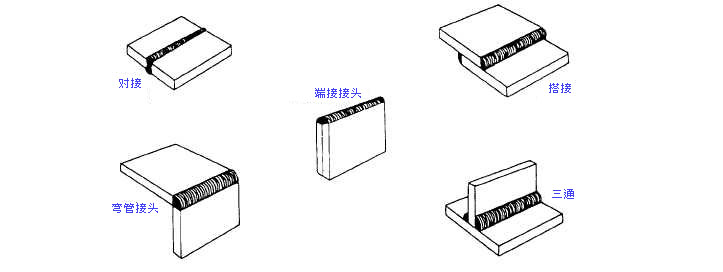
图 15-35。- 焊接处的类型。 常用的联接。 注意这个弯管接头和对接分类为坡口焊,而这个发球区域和搭接分类为填角焊。 焊接在这个平面的位置总是完成若情况许可。 这个水坑是更加容易控制,并且焊工可能运转长时间,无需疲倦。 相当经常焊接在设备修复的顶上,垂直或者横拍是必要的。 这个平面的位置,当材料将平展或几乎平展被放置和被焊接在这个顶端时,使用。 气焊枪向下指向往这个工作。 此焊接可能由正手击球或反手技术做。 这个仰焊位置使用,当材料将被焊接在下面时,当这个火炬向上指向往这个工作。 在顶上的焊接,如果您不允许它获得太大或假设大下落的表单,您能保留从下垂的水坑。 标尺用于控制溶解的水坑。 您不应该允许火焰的数量超出要求的那获得碱金属的好融合与补白标尺的。 因为热自然上升,较少热在顶上的焊接需要。 使用横拍,当焊接的线路管理水平在部分工作间时,并且这个火炬处理在水平或最近的横拍的材料。 焊接在牌照间从右到左做 (为右边的焊工)。 火焰向上倾斜有一个角度 45 到 65,并且焊接用一个正常正手击球技术做。 添加标尺到这个水坑的顶层将防止熔融金属下垂到这个小珠的下边缘。 如果这个水坑是有最极大的可能的内聚,不应该允许它获得太热。 在垂直的焊接,必须到大规模范围取决于火炬火焰施加的压支持这个水坑。 保留从变得的水坑太热和防止热金属用尽在完成的焊接上的水坑是重要的。 从水坑取消火焰即时防止过度加热,然后回归它到这个水坑可能是必要的。 垂直的焊接开始在底层,并且这个水坑向上运载与正手击球行动。 这个技巧应该是倾斜的从 45 到 60,这个确切的这个水坑的角度根据在正确的渗透之间的期望平衡和控制。 标尺被添加从这个顶层和在与一个正常正手击球技术的火焰前面。 | |