|
|
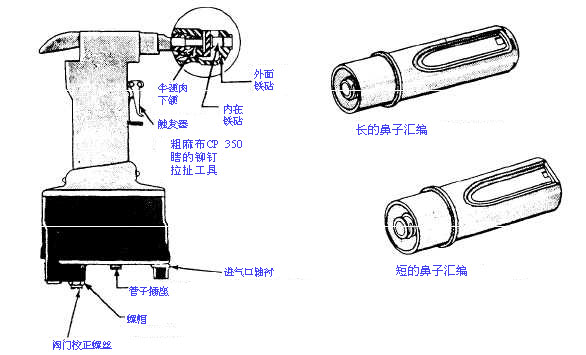
盲目的铆钉安装 对瞎的铆钉的说明和使用在此指南第2章包括。 特定工具和安装和删除方法在下列部分报道。 适当的设备的选择取决于一定数量的变量: 空间可用将被驱动的铆钉的设备、类型和气压的可用性的。 安装工具 为驱动大型装配架铆钉使用的其中一个工具是 CP350 窗帘铆钉下拉式工具。 参见图 13-49。 工具的鼻子包括一套通过铆钉小腿适合在铆钉花马下拉式的下拉式凹线它驱动铆钉的牛颈肉下颌。 鼻子也有负担制作的题头的外部在驱动的运算时的一把外面铁砧。 第三个鼻子要素是自动地提前驱动锁环家的一把内在铁砧,在盲目的题头被形成后。 一个短的鼻子集合,可互换与标准集合,是可用的为使用在有限的结算区。 在铆钉直径上的一个变化要求在牛颈肉下颌的一个变化、外面铁砧、内在铁砧和内在铁砧推力轴承和班次阀门工作压力的调整上。 在铆钉题头类型上的一个变化从万能工作台锥形扩孔的题头不做变动在铆钉直径或者反之亦然,要求外面铁砧的仅更改。 一个特殊牛颈肉下颌集合工具装备与工具。 要插入牛颈肉下颌到牛颈肉袖子,您在此集合工具应该挂接三个下颌形成锥体。 然后请降低在下颌的被倒置的牛颈肉袖子。 您应该总是肯定下拉式工具用正确的范围牛颈肉下颌装备,外面,并且内在铁砧适合铆钉被驱动的和泄压阀运行
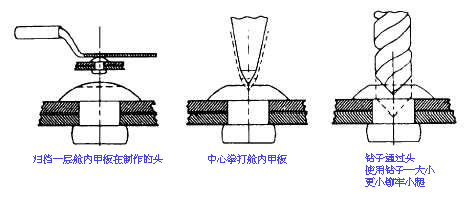
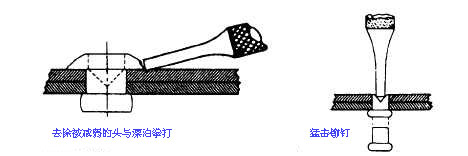
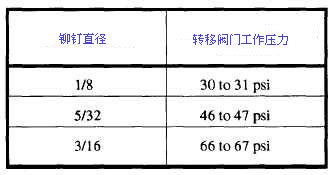
图 13-48。- 铆钉删除。 表 13-3。- CP350 窗帘铆钉下拉式工具的调整
压为被驱动的范围铆钉适当地被调整。 并且请切记铆钉是适当的长度。 工具只有一个运行的调整。 此调整用于控制在针的下拉式。 期望相当数量下拉式取决于将被安装的铆钉的直径。 更改可调整的班次阀门运行的压变化下拉式。 要调整压,请如下进行: 1. 从工具磁道去除管道插件并且连接压力表到工具。 2. 请按这台触发器并且发行它,当尾气吹指示之时控制内在铁砧的班次阀门转移了。 测量仪然后将指示班次压。 为近似压参见表 13-3。 注意: 当阀门转移,必须立即发行这台触发器。 否则测量仪将记录高压加强,在阀门转移了后。 3. 要调整压,请松开阀门调整的螺丝螺帽并且顺时针旋转阀门调整的螺丝对增量压,或者逆时针对减少压,直到期望压获得。 在拉紧阀门调整的螺丝螺帽以后检查压。 当您驾驶非常长的夹子长度时铆钉,您应该做调整到高压限额。 对工具的高效的运算,这个最小数量少于 90 psi 和这个最大数量希望线路压应该是不是不超过 110 psi。 当您使用一个 CP350A 或 B 铆钉下拉式工具时,增加进气口轴衬,零件号码 81479 的内径,从 0.055 到 0.065 一英寸可能是必要的,当您驾驶 3/16 英寸直径铆钉时,如果线路压
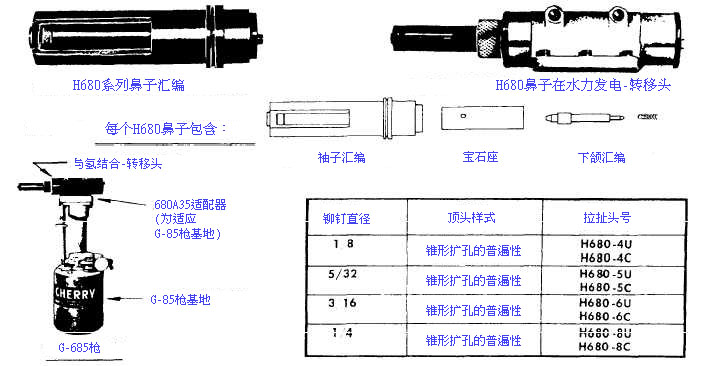
图 13-49。- 自插入铆钉 (机械锁定) 下拉式工具。
图 13-50。 - 樱桃锁枪。
图 13-51。- 水电频率范围枪。 在 90 psi 以下。 当您驾驶 1/8 英寸直径铆钉,可能它必要使用进气口轴衬,零件号码 82642,有一 0.040 英寸内径。 如果工具 “振翼”,使这条线路压降低到与航空管理者的 60 psi,零件号码 900-102,附加进气口轴衬。 当您使用一个 CP350C 铆钉下拉式工具驾驶 1/16- 和 5/32 英寸直径铆钉时,请使用进气口轴衬、零件号码 81479 和班次阀门终止,零件号码 83731。 当您驾驶有 CP350C 的时 1/8 英寸直径铆钉,请使用进气口轴衬,零件号码 83642,并且使这条线路压降低到与航空管理者的 60 psi,零件号码 900-102,附加进气口轴衬。 | |