|
|
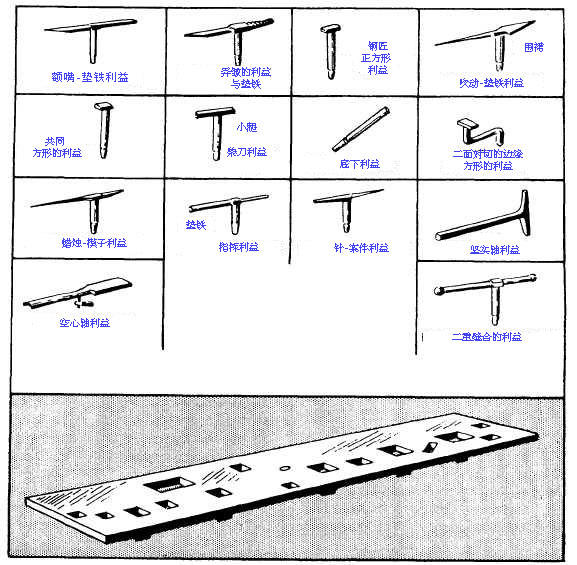
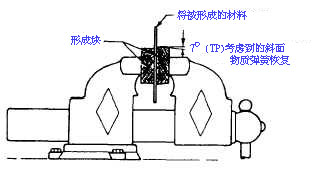
弯曲的金属板 直线弯和折叠在金属板在檐口闸和棒文件夹通常地做; 然而,相当数量弯曲用手形成的方法也完成。 现有量形成可能是实现的通过使用木头利益、块,角钢、 VISE 或者长凳的边缘。 弯曲在利益 利益用于支持金属板形成许多不同的曲线、角度和缝。 利益是可用的在各种各样的形状,一些在表 13-33 显示。 利益在利益持有人或利益牌照安全地被拥有,在工作台停住。 利益持有人包含各种各样的漏洞适合小腿的一定数量不同的类型。 虽然利益绝不是精美的,必须处理他们与合理注意。 当您凿漏洞或槽口在金属板时,不应该使用他们作为依托。 弯曲在 VISE 相当地短的部分直线弯可以在木或金属弯型块的帮助下用手做。 在这个零件被计划了并且按了尺寸裁剪后,您应该夹紧它沿着在二个表单块之间的弯线路,在 VISE 被暂挂。 表单块通常有被舍入的一个边缘产生期望弯曲半径。 参见图 13-34。 通过轻开发与橡胶,塑料或者生皮鞭短槌,弯曲推出在这个弯型块之外的这种金属对这个期望角度。 您应该逐渐做甚而这个弯。 开始开发在一个末端并且沿这个边缘反复工作。 请继续此进程,直到这种推出的金属弯曲对这个期望角度。 如果很多金属在弯型块之外延伸,您应该维护足够的现有量压推出的页防止这种金属重新启动。 通过拿着硬木一个平直的块沿边这个弯和触击它去除在耳轮缘的所有不规则性与锤子或短槌的沉重打击。 如果金属推出在弯型块之外的相当数量是小的,通过使用这块硬木阻拦和锤子,请做整个弯。 弯曲的被安装边缘的零件有凹面或凸面的型线。 凹面耳轮缘由舒展形成,而凸面耳轮缘是
图 13-33。- 利益和利益牌照。 形成通过收缩。 这样零件在硬木或金属表单块的帮助下塑造。 这些块做在对和特别地为被形成的这个零件的形状。 每个对依照这种制成品的实际维数和等高。 您应该削减将被形成的材料估量,允许大约四分之一英寸修整的超额材料。 文件和使材料的边缘光滑去除切割工具造成的所有裂口。 这减少崩裂在边缘的材料的可能性在形成的运算时。 安置材料在表单块之间并且夹紧它在 VISE,以便材料不会移动也不会转移。 越紧密越好夹紧这个工作对被形成的特殊领域防止在表单块的张力和保留从滑倒的材料。
图 13-34。- 用手平直的弯的准备。 凹面表面由舒展在表单块的材料形成。 参见图
13-35。 您应该使用塑料或生皮鞭短槌以一个平稳,轻微被舍入的表面开始锤击在这个零件的极端,然后继续朝这个弯的中间。 此程序允许某些材料在这个零件的结尾工作到它将是需要的曲线的中心。 锤击的
继续 形成凸面耳轮缘的现有量另一个方法将使用线索棒或皮带。 材料,在表单块被巩固,由线索皮带碰撞。 这条皮带采取它下来表单块的这个零件被形成和强制的形状。 此方法的一个好处是这种金属被形成,无需毁损或起皱纹和没有变薄,和它用其他方法现有量形成一样多。 此方法在表 13-36 也说明。 在耳轮缘由任一个方法后形成,请修整超额材料并且检查这个零件准确性。 |
|