|
|
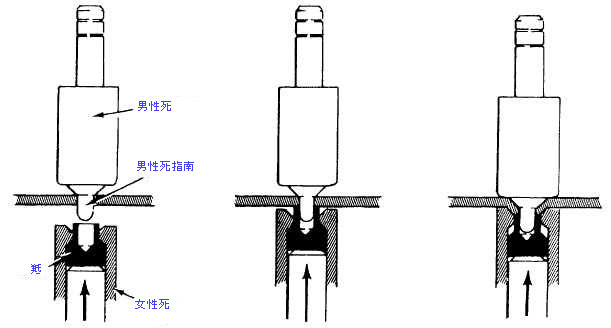
笑涡锥形扩孔的工具 锥形扩孔的笑涡是实现的通过使用男,并且女性中断。 女性在图 13-14 上中断,显示,包含铺平笑涡的底层的一只弹簧支撑公羊,当它被形成。 这防止镇压形成在笑涡附近。 形成笑涡是联合的弯曲的和舒展的运算。 一个圆的弯在这个漏洞附近被形成。 在所有弯曲的运算,紧张强制在弯 (中断) 的上部创建半径在页和笑涡消沉的向下弯的内在墙壁的二表面这顶端的连接点。 当它从其原始位置被偏移并且被调迁在笑涡的底层,舒展在这个漏洞附近发生。 女性比对应的维数中断必须安排一条轻微更大的锥体直径男性中断。 这允许物质厚度并且解除弯曲的负荷在这个中断为了在笑涡的限定范围附近避免周围镇压。 作为一个进一步保障,一条轻微的半径在女性做中断在前刃面的连接点与笑涡消沉的。 起波纹的模子做对应于可用任何范围和程度锥形扩孔的铆钉的题头。 模子计算,并且使用的模子的正确的组合在制造商指定的图表指示。 男和女性模子准确地用机器制造和高度擦亮了表面。 当您起波纹漏洞时,请安置材料在女性中断并且插入男性中断在将起波纹的这个漏洞。 模子由机械或气动力学的强制一般带来,形成笑涡。 当更新的铝合金被开发增加剪和抗拉强度,他们变得更难形成,因为这些合金是更加困难和更加易碎的。 这些铝合金是受崩裂支配,当形成或起波纹的寒冷。 为此,使用一个热起波纹的进程是必要的。 应用热起波纹对更加易碎的材料帮助减少裂化。 热适用于材料由模子,被维护在一个特定温度由电子加热器。 热调用到只一瞬间将起波纹的材料,并且材料的热款待特性都没有丢失。 有用于海军的起波纹的设备几个设计,从庞大的楼层设计到可移植的设备。 其中一个最普遍的可移植的类型在表 13-15 显示。 基本上,它有三个部件: 起波纹的控制单元、起波纹的剥削者和热笑涡枪。 起波纹的控制单元是被设计的一个小的紧凑部件调控笑涡中断温度、 预压力、停留时间和最终形成的压。
图 13-14。- 笑涡锥形扩孔。
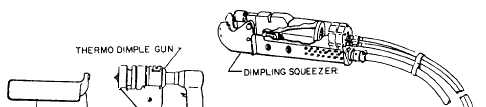
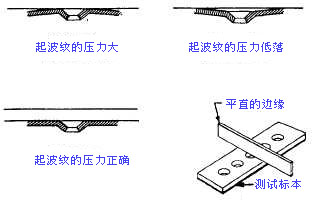
图 13-15。- 热起波纹的工具箱。 此同样部件使用与热起波纹的剥削者和热笑涡枪。 热起波纹的剥削者设计为固定式剥削者运算是不切实际或不可能的使用。 它能够工作所有物质测量仪到并包括 0.091 一英寸。 剥削者在是不可访问的对设备的其他类型的区被设计起波纹。 电子加热器独立地温暖男和女性模子。 加热器导致短加而和恢复时间。 男性在材料所有测量仪中断是可调整的提供最大挤压。 这个部件也有一个冷却的功能。 热笑涡枪用于起波纹在面板的中心和在那些区否则不可访问对固定式起波纹的设备。 当它在航空器时使用,热笑涡枪从外部驱动笑涡,当女性中断时,并且移动式摄影车棒在于使用。 热笑涡枪是冷却的航空。 这消灭对笨重抗热手套的需要。 此工具是小,紧凑,平衡和容易处理。 在调整控制单元前为起波纹,您应该是指设备制造商停留时间图表。 当您设置所有起波纹的设备时,请按照在运行和维修手册概述的这个逐步程序供应以设备。 因为设备类型变化,指定一个标准程序是不切实际的; 然而,有笑涡的四个一般规定,并且通过检查中的每一,表示设备不正确的安装是可能的。 1. 定义的锋利。 从表面让与一个锋利的中断的笑涡进入笑涡是可能的。 这个中断的锋利是由二件事情控制的: 相当数量压和物质厚度。 2. 笑涡的情况。 必须由不正确的热化检查笑涡也许由损坏的或坏的模子造成的镇压或缺点,或者。 3. 材料翘曲。 如果正确的压设置被暂挂,相当数量翘曲可能被暂挂到最小数量。 如图 13-16 所显示,当起波纹小条有许多压时,小条倾向于形成凸面形状。 当使用时不足的压,它倾向于形成凹面形状。 通过使用一个平直的边缘,这可以被检查。
图 13-16。- 检查笑涡设备气压。 4. 一般外貌。 笑涡应该 被检查与将使用的紧固件,保证它符合 flushness 要求。 因为错误地,有时使用模子的错误的类型或范围这是重要的。 | |